The Anointed Picture-Gallery
of Strippit Turret-Machines.
I have Provided Parts & Repair Service on Strippit Punch Machines
for over 45 Years, yet even I can Not keep
the Plethora of Strippit Machine Models Straight.
So, I am listing Here, From the Very Oldest
to the Newest Current Production Machines,
Photos & Brief Descriptions of All Strippit Turret Machine Models,
Mainly for My Benefit.
As I have Forgotten More about Strippit Machines, Than You Even Know,
You may find this Web-Page to Your Benefit Also. Enjoy.
Note that This Web Page is a Large Work-In-Progress,
and that Machines Models and Photos will be Updated Frequently
as I Add Information & Fix Errors. Stop In Again!

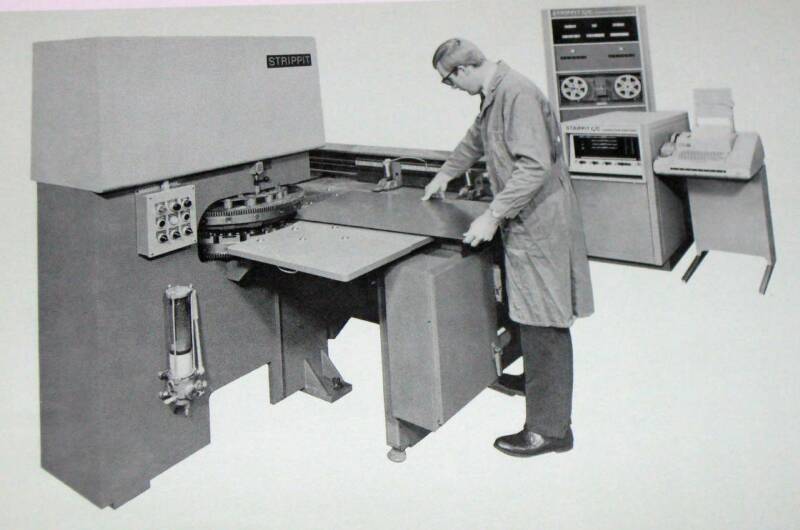
FC30/30 & FC40/30
1969 to 1976 FC is Strippit-Speak for "Fabri-Center" which just means it was a NC Machine with Tool-Turret. This was because in the 1960's & 1970's, Strippit also made "Fabra-Matics" (Like FM30/30) which were Single-Station NC Machines using a Swing-Arm Punch Holder (Like Super 30/30's use) that Operator had to Change Tools in to. First Number is Throat Depth in Inches, and Second Number is Machine Punching Force in Tons. Used Many NC Controls over the Years. This is an early Single-Cabinet Control, so it's a "Incremental" or A/I "Absolute/ Incremental". Later Machines had
2-Cabinet "Hyper-Loop" Controls. For their Time (Remember that TV's used Tubes back then!) these Machines & Controls were State-Of-The-Art. But when I started with Strippit in 1977, these Machines were Already Considered Obsolete & Unreliable. If you still have 1 now in, for Any Reason At All, you are an Idiot.

FC51/30, FC51/40, FC1250/30, FC1240/40, FC1250/45/51, FC1250/45/72
Built 1970 to 1986 with Many, Many Machine & Controls Versions over the Years.
1970 - 1973 Early Machines had Single NC Control-Cabinet that drove Hydraulic Motors on the X, Y, T Axis, and only Moved at 200 Inches per Minute. The 51 Number was Throat Depth in Inches, so they could Process a Standard U.S. 4 Foot (48 Inches) Wide Sheet of Metal. Second Number was Rated Tons of Punching Force. The "40" Ton Version was Quite Under Rated and used a Flywheel Geared-Down to the Crankshaft. In Tests at Strippit Factory, 5 Inch Holes through Stainless Steel that Required 90 Tons were Easily Punched, and the Noise Scared-The-Hell Out of the Front Office People. Machines had 51 or Optional 72 Inch Long X-Axis, which was added as Third Number in Later Model Numbers. Most Machines were built with 72 Inch X-Axis and Standard 26 Station Turret with a 5 Inch #1 Station. But some Odd-Ball Turrets were built.
1973 - 1975 Machines had the 2 Cabinet "3-Phase Hyper-Loop" Servo Drive Control. Hydraulic Motors were Replaced with DC Servo Motors, and Axis Speed was Much Faster. These NC Controls were Technically Difficult and Dangerous to work on.
They were a Nightmare, and I am so glad they are gone!
1975 - 1978 Machines used several "A" Type NC Controls (see Strippit Controls
Web-Page) that had SCR Hyper-Loop Servo replaced with General Electric Model 2 PWMP Servo Drives, which was a Huge Improvement. The "A" Control was Final Version of Strippit NC Controls, were Quite Good Controls for their Era, and many are still in Daily Use today. Note, for Marketing Reasons, First Number in Model Number 51 was changed to 1250, which was the approximate Same Dimension in Millimeters. Geared Crankshaft was Dropped, and Ton rating changed to 45.
1979 - 1986 NC Controls replaced with Strippit's HECC80/1 CNC Control. These are Tough Machines that were built to take abuse, and some are still in production use.
Machine Technologies still has all Electronic Parts, But Mechanical Parts are now Hard to get. These 3-Piece (Frame & Table & Control) Machines are Difficult to Move & Install properly as they are Same Old 1970 Mechanical Design which were somewhat Copied from 1960's Wiedemann NC Punch Machines, and I would Avoid!




FC1000 & FC1000/2
1975 - 1978 FC1000 NC "A" Type Control Machine that were Factory-Painted in Puke-Green. This was The Machine that Catapulted Strippit into The Industry Leader, until Greedy MBA's & Bean-Counters all but Killed Strippit in Later Years. First Punch Machine with Contour Nibbling that could make Large Curves & Circles. Fastest Machine with X & Y Axis Both Moving at 2000 Inches per Minute, Bi-Directional Turret Positioning, and could Punch 180+ Holes a Minute. Many "A" Control Machines are still Running Production, but I would Not recommend buying a "A-Control Machine" as a "New" purchase, as there are not many of us left that can Service Old "A-Controls".
A 3-Piece Machine, Frame & Table & Control, that is mated together at Installation.
1979 - 1985 FC1000/2 Factory Pained in Yellow. NC Control replaced with Strippit's HECC80/1 CNC Type of Control, which added Program Downloading & Program Memory, Trouble-Shooting & Position Display, Prog-Move & Contour Nibbling reliability done in Software, Easer Control Maintenance, Easy to Operate, and a Higher Punch rate to 220 in some versions. They are fairly old now, but are Cheap to Buy and Many are still in Daily Production. HECC80 Control Machines are Good Machines and a Machine Technologies Speciality. We have All Electronic & Mechanical Repair Parts.
FC1250/30/1500
1978 This was Replacement Machine for the Old Style FC1250/30. It was Cheaper to Build and X & Y Axis were Mechanically Stiffer which was needed as this Machine was to become the Platform for All Strippit's Laser Machines for many years. 2-Piece Machine with separate Frame & Table assemblies. It had a 20 Station Bi-Directional Turret with a 2"x2" Notch in Station #1, 3 - 3 1/2" Stations, and 16 - 1 1/4" Stations. Model Name was for 1250mm Y-Axis Throat-Depth (50 Inches), 30 Tons Punching, and 1500mm (60 Inches) X-Axis. Strippit's New HECC80 CNC Control was Not yet ready,
so about the First 10 of these Machines were built using the Old "A" NC Control.
1979 - 1982 Machine received the New HECC80/1 CNC Control.
1982 Machine was Mechanically Updated using the FC1000/3's High-Speed Press Drive, 33-Station Turret & Strengthened Turret-Drive System. The New HECC80/306 Control was Not yet ready, so about 10 of these Updated Machines were built with the Old HECC80/1 CNC Control. These were Very Good & Reliable Machines.
1882 - 1986 CNC Control was Updated to the Strippit HECC80/306 Control with
Bubble-Memory Storage, CRT-Display, Full Keyboard, etc.
These were quite good Machines, and most are still in production use.
1986 - 1988 CNC Control, Servo Drives, Servo Motors changed to Fanuc GN6 Control.
1988 - 1989 CNC Control changed to Fanuc OP Control.
FC1250/30/1500's were Good Machines, with later 33-Station Versions being the best. Various 475 to 1300 Watt Add-On Lasers were an Option on these Machines.
Combination Punch & Laser Machines were called "LaserTools" by Strippit, and a
few were made without any Punching & Turrets that were called the "LaserCenter".
FC750 and FC750/2
1979 - 1981 These were a Nice Easy to Use and Compact Entry-Point Model Machine in Strippit's Product Line. A 1-Piece Control & Machine & Table made Moving & Installing very easy. Throat Depth was 750mm Y-Axis (30 Inches), X-Axis was 40 Inches,
20 Ton Punching Force, using a 20-Station Unidirectional Clutch & Brake Drive Turret.
1982 - 1985 Machine had minor Control & Machine Updates to make it a Little Faster & More accurate, and was renamed the FC750/2. The Expensive Cosmetic Sheetmetal Skirts that went all the way around Machine were also Dropped, and this made Maintenance Much easier.
FC750 & FC750/2 Machines Turret Drives often got Sloppy after years of Use, and cause poor positioning so that Shotpins would Miss going into Turret Shotpin Bushings.
This is a Known Problem with Known Fixes, see FC750 Turret Fixes Web Page.
These are Inexpensive Used Machines these Days, and are still Good Machines.
These are very good Replacements for the Crappy T-SAF30 and FC75/30 Machines.

Note!!!
This Web-Page is Still Under-Construction!
I must be doing Something Right, as I am Working 7 Days a Week, and still I can Not keep up with all the Work Requests!
I will update this Page & Others when I get some Time!
This page was last updated: February 19, 2023




CAP1000 and CAP1250
1980 - 1982 CAP Machines were really a Rehashed Old Mid-1970's VT-Series Di-Acro Design, Built by Di-Acro in Lake City, MN. The Fanuc Controls & Servos were reliable, but these were Light-Duty Crappy Mechanical Design Machines.
2-Piece Machine Design with separate Frame and Table Assemblies.
1982 - 1989 But when MBA Rocket-Scientists Running Houdaille Industries decided to Close Burgmaster and Di-Acro, Production of this Model was Moved to the Strippit Co. around 1983, and was Manufactured at Strippit for about 6 more years.
It was a Light-Duty Machine Not up to Strippit Standards, but when we at Strippit tried to Improve it, Management Firmly told us it was "Already-Designed", and just "Build-it, Paint-it Strippit, and Ship-It". It Punched Too-Fast which Wore-Out Brake Assembly, Crankshaft Bearings, and Punch-Pitman. A Horrible Design, the Brake & Sensors & Crankshaft were Buried Inside Frame-Plates Lengthwise. CAP1250's had longer 1250mm Y-Axis Table. Most Machines used Reliable Fanuc GN6 Control.
1988 - 1989 Updated to use new Fanuc OP Control, and is Best of the Crap-1000's.
As it is Light-Duty, with Little or No Service & Parts available, I would Avoid All CAP's.





T-SAF30
1979-1985 Strippit took their Excellent Super-30/40 Manual (SAF) Machine, and
Bolted-On to it's Side a 12 Station Turret, a Duplicator, and a X/Y Anilam Readout.
Anilam is Companies' Founder, Jay Malina, Name spelled Backwards. Operation was, using Duplicator and X/Y Readout, to Punch a Master Pattern-Sheet using a 1/4" Round Punch. Then you Bolted Down Master-Sheet, Put a New Sheet into Workclamps, and using your Good Right-Arm (this is Not a CNC!) you Moved Duplicator Stylus into Position, Pushed Stylus Down into each Pattern 1/4" Hole, causing Machine to Punch. On your Master-Sheet, you would Paint All Holes that you wanted, Say, Punched with Station #1 with Red, then all Holes you wanted Punched with Station #2 Blue, Etc. Operator would Index Station #1 under Ram and put Stylus in all Red-Holes to Punch all needed Station #1 Tool Holes, then Push Turret Index Switch to go to Next Station #2 and Punch all Blue-Holes, Etc. This was a Slow & Clunky Operation, Duplicator was Not very accurate, Turret Mechanism did not work well, and there is
No Repair Parts & Service available, so Avoid these Junk-Machines.
FC75/30
1980 - 1985 Strippit took their Junk T-SAF30 Machine, Bolted-On a G.E. 1050 Control, to make it a Full CNC Automated-Junk Machine. X & Y Sheet Size was 30" x 30",
and were rated for 30 Tons Punching. These Machines were Slow, not very reliable, not very accurate, have NO Repair Parts & Support & Service available anymore,
so I Would Avoid. Replace them with a FC750, or FC1000R Fanuc Control Machine.
FC1000XT
1988 - 1990 A version of FC1000/3 made to sell at a cheaper Marketing "Price Point". FC1000XT Machines all had 24 Station Turrets instead of the 33 Station Turrets.
A Smaller & Slower 1-Speed Dual-Voltage Press Drive Motor was used instead of
2-Speed Single-Voltage Motor of the FC1000/3's, so XT's could be easily changed between 230 or 460 Volts A.C. Power. Early XT's used a Fanuc GN6 Control while Later Machines used a Fanuc OP Control which were Stand-Alone, Not-Mounted on Machine Frame. Strippit also Slowed the X & Y Axis Speed Down to 2000 IPM so as to be less than FC1000/3's 3000 IPM speed. Because Stand-Alone CNC Control was Not subject to Machine's Vibration & Shock, and Press-Drive & Axis Speeds were Reduced, FC1000XP Machines were Very Reliable and Accurate, and I Like this Model very much. Very Good Machines, Recommended!
FM24/24 and FC24/20
1968 -1974 In the Early Years, Strippit called their Turret Machines "Fabramatic", later on they were called "Fabracenter", Very Confusing. The FM24/24's were called both. This was a 24 Ton Machine with a 24 Inch Y-Axis Throat Depth and a 20 Station Turret. This was also a Very Early type of "CNC" as it used a DEC (Digital Equipment Co.) PDP8 Micro Computer for Program Control Memory. In the 1970's, this Same Machine was given a Houdaille NC Control instead of the PDP8 Computer, the Official Rated Tonnage was Reduced to 20, and Machine Model was Renamed the FC24/20.
FM48/60
1967 I believe this was Strippit's First NC-Control Turret-Machine, though Strippit
had made Many Different NC Single-Station Machine Models during 1960's & 1970's.
This Baby could Punch 60-Ton 5-Inch Holes in 7-Gage Steel!!! And Punch Full-Size
48" x 120" Sheets With-Out Repositioning! And Even Longer Sheets with it's Repositioning. But what is Really Interesting, is that it is
The First Bridge-Frame Turret Punch Machine, which Strippit Invented!
Amada likes to say that they Invented the Bridge-Frame, but they Did Not, and
Amada Knows it. But at $210,000 in 1967, This Machine was Too Expensive, only a Couple were Built, and Strippit went back to C-Frame Design for the next 30 Years.
I was told by 2 different Sources, that the Engineer that Designed Bridge-Frame then Left Strippit and took his Design to Amada, and that's how they got it.
Much like how Amada got their Up-Acting Press Brake Design,
by Buying the French Promocam Co. & Their Machine Designs in the 1980's.

In The Very Beginning....
SPM750
Machine is a close Copy of Strippit's old FC750. 750mm (29.5") Throat Y-Axis by 39.375" X-Axis. 30 Metric Tons Punching Force, using Mechanical Press-Drive.
Has standard 20 Station Turret, or a optional 16 Station Turret with 2 Auto-Index Stations. There were also 2 Optional Turrets that used Amada Thick-Type Tooling. Control is a Fanuc GN6. This is a Front-Address Machine with Axis-Carriage in Front of Turrets, moving toward Throat.
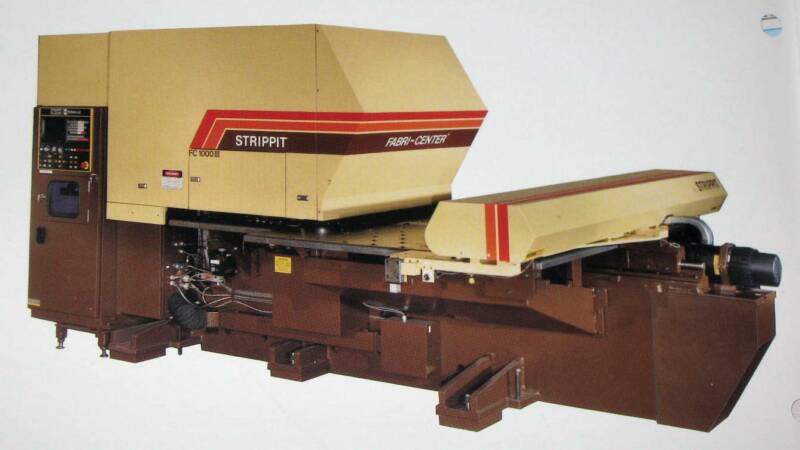
FC1000/3
1981 - 1982 First Generation FC1000/3 Machines were replacement for the FC1000/2 series Machines with same 38" Y & 48" X Table Size and 30 Ton Punching. However, these were a 1-Piece Machine with Frame & Table & CNC Control all in 1 Compact and easy to Move & Install Module. Turrets were upgraded to 33-Stations with 1 - 2"x2" Notch in Station #1, 5 - 3 1/2" Stations, and 27 - 1 1/4" Stations. The Fastest Machine for Many Years with X & Y Axis Traveling at 3000 Inches per minute. All Machines had 2-Speed Press-Drive that would allow Nibbling at .500" Centers in Low-Speed Press Mode, Great for Perforation Air-Hole Jobs. Because of Special 2-Speed Press Drive Motor & Electrics, All FC1000/3 Machines are for Single Voltage Stamped on I.D. Plate, Either 230Volt A.C. Only or 460 Volt A.C. Only, they can Not Be Changed. Buy a Large (35-50 KVA) 3-Phase Transformer to change voltage if you brought wrong voltage Machine. The first 30 or so Machines had Original HECC80/3 Control that did Not have Bubble Memory and Features of Later HECC80/302 Control, though most were
Upgraded in the Field to HECC80/302 Status.
See "Strippit CNC Control Types" Web-Page.
1982 - 1985 At about Machine Serial Number s/n 030, Machines all got the Improved HECC80/302 Control which added Bubble-Memory for System & Used Program Storage and many more Operator-User & Troubleshooting Features. At about s/n 045 Machines received improved Heavy-Duty Turret Drive, as early Drives were weak Mechanically.
At about s/n 067, Machines received much improved "3A" Servo Drives
(See "Strippit Servo Drives" Web-Page). So, if I was buying a used FC1000/3,
I would prefer a Machine that was above s/n 067.
1985 - 1986 At s/n 200, there were many more Mechanical and Control Upgrades made to further improve reliability. In-House at Strippit, it was referred to as the "Reliability" Machine, and used HECC80/302A Control. These were Final HECC80 FC1000/3 Machines, and were the Best of HECC80 Breed.
1985 - 1988 At about s/n 260, HECC80 Control was dropped and replaced with
Fanuc "General Numeric" GN6. Fanuc Controls were reliable, but Strippit was still learning to use them, and there were "Bugs" in Early Versions of these Machines.
First Strippit Machine to have Auto-Index Stations, as No HECC80 Control ever had A/I.
1988 - 1989 Fanuc GN6 Control & D.C. Servo Drives were replaced with New Fanuc OP Control and more reliable A.C. Servo Drives. Around 1987, Strippit quit mounting Fanuc Control on Machine Frame, and moved it Off to Stand-Alone on Left of Machine
because, Duh, Electronics do Not like being Shaken-Apart by Punch Vibration.
FC1000/3 Machines set The Standard, in their Day, for Speed & Accuracy & Ease of Use, as HECC80/3 Control Versions are Very User Friendly. Some Electronic Parts are becoming hard to find, but Machine Technologies has All Electronic Parts. Here are Some FC1000/3 Problems & Fixes. I would avoid Early (below s/n 067) Machines, But
Late HECC80/3 and All Fanuc Control Versions are very Reliable & Good Machines.

FC1500/45
1982 - 1988 In the Early 1980's, Strippit decided to Stretch beyond Thin Sheetmetal, and to Compete with Companies like Whitney for the "Heavy Plate" Market, and Developed the FC1500/45. This Machine was Strippit's First Foray back to Their
Bridge-Frame Concept since the 1960's. Punching Head was Hydraulic, and Turrets used Whitney 28XX Type Tooling. Most or All Machines were Built with Plasma Cutting Option. Machine was Rated at 45 Metric Tons, and would Cut and Punch up to 5/8 Inch Thick Plate Material! Table Size was 60" Y-Axis and 80" X-Axis, with X-Axis being able to do Progressive Moves for up to 160 Inch Sheet Length. Control was HECC80/304. These were Decent Heavy-Duty Machines, but as they did not sell as many as hoped, about 30, Strippit Lost Interest in Supporting them. Most have now been Scrapped.
I would not recommend Buying a Used FC1500/45 Today, because of Limited Parts & Service Availability. If you already Own One, you need to know Keith Coffee,
as he is The Best for Repair Service on FC1500/45's.
See my "Independent Strippit Service" Web Page for His Info.
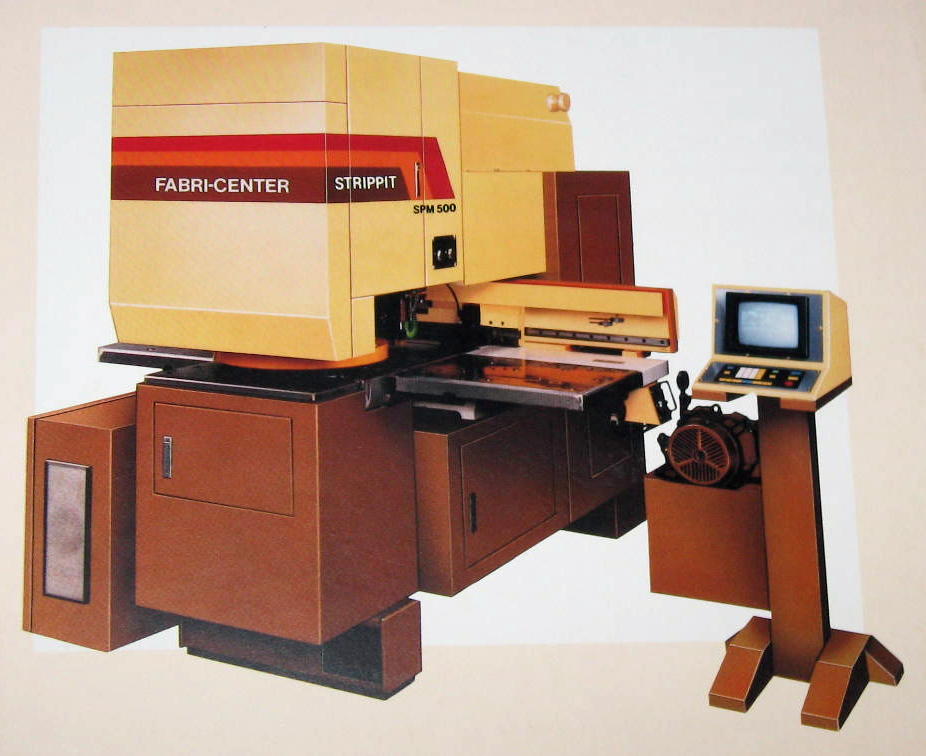

SPM500
Very Small Machine with a 500mm (19.7") Throat Y-Axis by 39.375" X-Axis. Has a 10 Station (8 - 1 1/4" + 2 - 3 1/2") Bi-Directional Turret. Hydraulic-Ram provides 20 Metric Tons of Punching Force. Proprietary CNC Control that I believe was Nisshinbo Designed and Built. Control had Operator Friendly Programming with Macros for
Bolt-Hole-Circles, Grids, Lines, Pattern-Repeat, Etc., and Stored Part Programs on Magnetic Tape Cassettes.
SPM1000 & SPM1250 & SPM1500
There are Rumors of SPM1000 Machines, which may be True, as Nisshinbo later sold Many MAP-1000 Rear-Address Machines in the U.S. Also a couple of SPM1250 and Huge SPM1500 Machines supposedly went to Strippit in Akron. I don't know if Strippit Sold them, Scrapped them, or sent them back to Japan. Anyone out there Know?
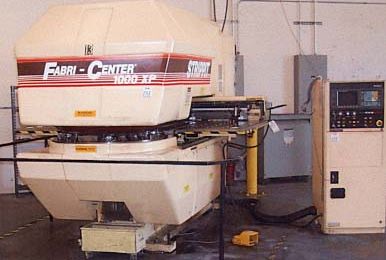
1000XP, 1000XP2, 1000/20, 1000XP20
In Strippit-Speak, XP means "Extra Performance" which just means Faster Operation.
These Machines have Bigger Servo Drives & Servo Motors, so X & Y Axis went up to 50% Faster and Turret Rotated 100% Faster than the Original R-Machine.
An Auto Lube System was added to Grease Press Drive, which did Not work well.
I would use a LOT of Hi-Quality Synthetic Grease in these Machines!
These Machines are Pretty Much All the Same, with some variations on Servos Drives,
Mac-Versions used, and Paint-Job & Graphic Stickers. Many XT's got Windows 95 PC. 1000XP came out about 1992, 1000XP2 about 1994, 1000/20 about 1996, and the 1000XP20 about 1998. ALL The P.C. Controls Suck, Avoid.
Machine Technologies has NO Parts or Service Available for SPM Machines. However,
on our "Strippit vs Amada" Web Page, we have More Information on SPM & Other Strippit Machines, as well as Providing Hot-Link Buttons to Take you to NC MEC USA and Nisshinbo Web Sites for Parts & Service. Also go to our "Independent Service"
Web Page for Servicemen that DO Work on SPM & Strippit Machines.
1250XP, 1250XP20



FC1500H30
1000MXP30
1000R and 1000R2
1000R was introduced in 1990. Most were built with a 20 Station Thin-Turret
(16--1 1/4" & 4--3 1/2" stations) and fitted with Strippit's CNC Control that used a Apple MAC PC Computer. Turret was Indexed with a Inverter Drive instead of a Real Servo Drive, it worked OK, but was not very fast positioning. Manual Grease Lube System for Press Drive. All 1000R Type Machines had 1000mm Throat (39.37") Y-Axis by 1250mm (49.2") X-Axis.
1000R2 was introduced about a year later, and added Software Support for MultiTools, and may have added Servo Drive instead of Inverter for faster Turret Positioning.
The S-Series Machines
S-Series Machines are Heavy-Duty 33 Ton (30 Metric ) Punching Force Machines, first shipped in August 1989, that were Replacements for older FC1000/3 & FC1250/30/1500 Series Machines. These Machines were built in 2 pieces. A C-Frame Module was Permanently Attached to a 1000 or 1250 Table Module, at the Factory, with 14 -- 1 Inch Bolts to make a Rugged J-Frame Machine. To give an Idea how Heavy-Duty these Machines were, older FC1250/30/1500 Machine weighted 22,500 lbs, while 1250S that replaced it weighed 33,000 lbs, 5 Tons more Steel in the Frame!
S's are Big-Brothers to the Light-Duty 22 Ton Class of R-Machines.
S-Series all had Very Reliable Mechanical Press-Drives using a Flywheel Mounted Hydraulic-Powered Clutch & Brake Unit that could go Decades without any Problems. Machines had 33 Station Turrets (Except 1000SX) with 27 - 1 1/4" & 6 - 3 1/2" Stations which up to 3 could be Optional Auto-Index. The Lower Cost 1000SX had only 24 Stations, 19 - 1 1/4" & 5 - 3 1/2", with Option of 2 of them being A/I's.
All S-Series Machines used Fanuc OP Control and Fanuc AC Servo Drives.
Options were a Part-Drop Door on the Table with a Conveyor underneath to Remove Small Parts, Sheet Load / Unload System, and a Laser System which would make Punch & Laser Combo Machine into a Strippit "LaserTool".
I and many other People in the Know, consider All S-Series Machines built in 1990's
to be Accurate, Tough, Reliable, and are
Best All-Around CNC Turret Machines Strippit Ever Built, Recommended!
Note, in Strippit's On-Going Program to Confuse Themselves & Customers, in 2007
Renamed their Light-Duty 20-Ton Hydraulic-Press Bridge-Frame "Siena Series"
Machines into "S-Series". Don't be Confused, they are Completely Different Machines!
The SPM-Saga.
SPM Machines are NOT Strippits! They are All Nisshinbo Machines Made-In-Japan.
Strippit Imported SPM-Machines from about 1986 to 1990, Painted "Strippit" on them, then Sold them as Entry-Level "Strippit" Machines. Machines were Small and Light-Duty as Originally, Nisshinbo Designed & Built these Machines In-House just to made the Millions of Small Parts that went into Textile Machines that Nisshinbo Built. That's why there is so many differences in Models, some have Mechanical Rams & Some have Hydraulic Rams. Some have an Odd-Ball CNC Control that Nisshinbo Designed & Built, and some have Standard Fanuc GN6 & OP Controls.
Around 1990, Strippit stopped Importing SPM Machines. They were replaced with much better "R-Machines" as the Entry-Level Machines, and were Designed & Built at Strippit's Akron, NY Plant. Then several of Strippit's Management People left and Formed the NC MEC USA INC. Company to Import, Sell, and Service Nisshinbo Machines. Nisshinbo's Line of Punch Machines were Rapidly Expanded & Improved and Later Big Machines, like the HIQ-1525, were very good.
But there is a Big Problem. Nisshinbo is a Huge Conglomerate of Companies, and
they Realized they would never be a big Player in this Market against Amada or Trumpf. So Nisshinbo Quit Making All Punch Machines, and there is Little to No Technical Support & Repair Parts & Service available!
Strippit has Abandoned the SPM's they Sold, and has NO Parts or Service for them.
NC MEC has very Little Parts & Service available for SPM's and Nisshinbo Machines.
SPM's were not bad Machines, But Because of Very Poor Repair-Parts & Repair-Service & Technical-Support Availability Situation, which will only get Worse,
I Advise Avoiding ALL SPM and Nisshinbo Turret Punch Machines!

SPM630
Small Machine with a 630mm Throat Y-Axis by 1260mm X-Axis. Has a 12 Station
Bi-Directional Turret. Mechanical-Ram provides 30 Metric Tons of Punching Force. Proprietary CNC Control that I believe was Nisshinbo Designed and Built, with Operator Friendly Programming Macros and Stored Part Programs on Magnetic Tape Cassettes as on the SPM500 Machine. I am not sure if any SPM630's came to North America, but Nisshinbo painted Strippit on some and sold them. This SPM630 is in Australia.
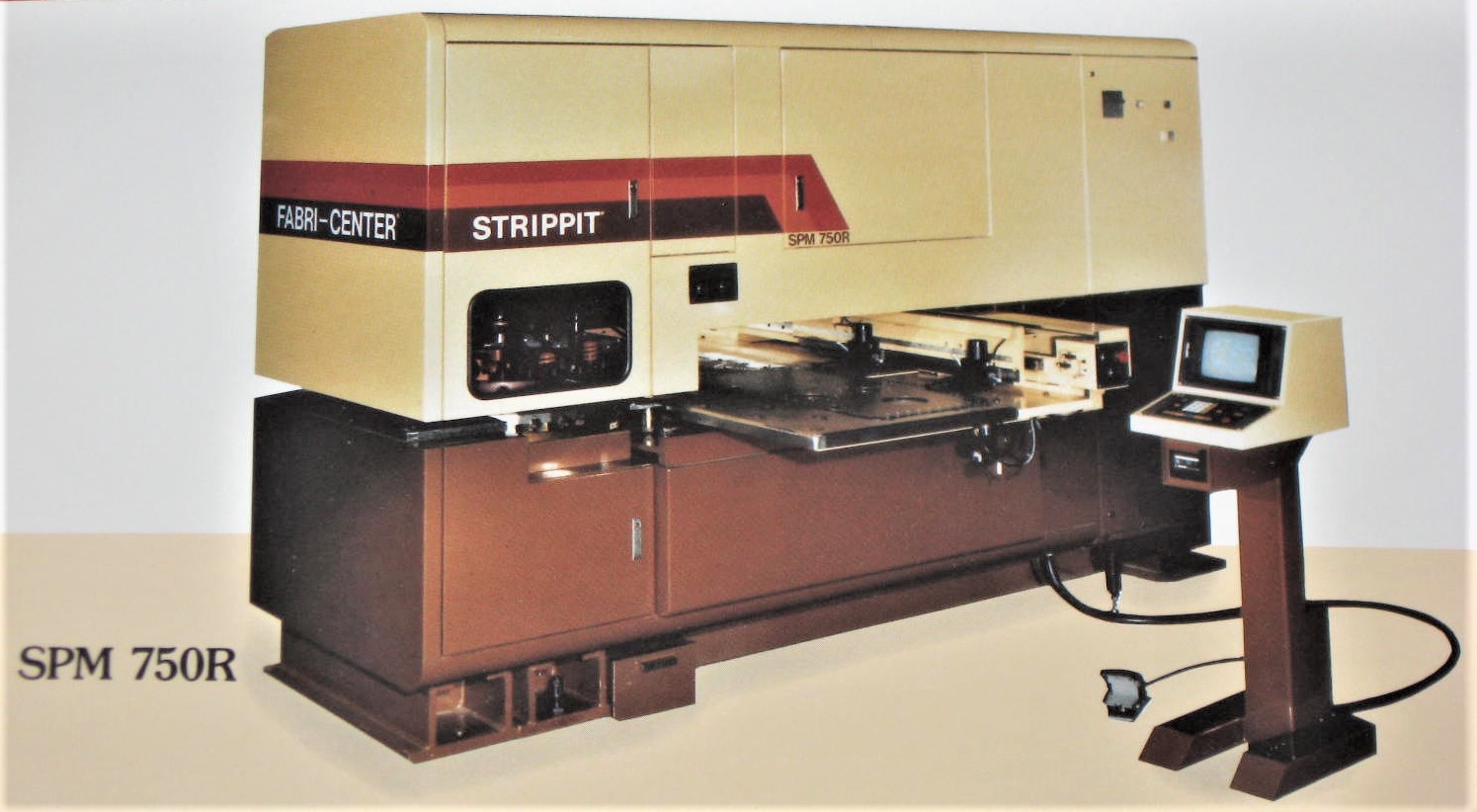
SPM750R
This is a Rear-Address Machine, like most SPM's, which has Axis Carriage Behind Turrets, with Axis moving toward Front of Machine. Advantage is you can Punch a Double-Wide Sheet by Punching Half, then operator Flips or Rotates Part, then Punches the Other Half. 750mm (29.5") Throat Y-Axis by 48.4" X-Axis. 20 Metric Tons Punching Force, using Mechanical Press-Drive. Has 19 Station Turret with 1 Auto-Index Station. Control is Nisshinbo CNC. There is NO Support for Any SPM's, AVOID!


The R-Machines
Strippit Finally Wised-Up and decided to build their own Small Punch Machines again. Introduced at 1990 IMTS Machine Show, 630R and 1000R were the Start of a Series of
R-Machines (Rear-Address, Axis-Carriage is Behind Turret) that Evolved in 1990's.
Machines were Rated at 22 Tons (20 Metric) Punching Force and were Solidly Built.
All had Mechanical Press Drives with Reliable Hydraulic Clutch & Brake Unit.
1000R Machines were Manufactured in Many Different Configurations and Model Name Versions, and it is Quite Confusing trying to understand all the differences, most of which were "Under The Hood". R's were made with Several Turret Types using
"Thin-Turret", "Amada-Long", and "Strippit-Long" Tooling Types. Different X & Y & T Axis Speeds using Several Servo Drive & Servo Motor Combinations. Many CNC Control Versions using Different Apple MAC Computer Types & System Softwares,
IBM-PC Computers Running Old Windows 95 Software, as well as Fanuc OP's.
R-Machines were Quite Good Machines when they were Young. Fanuc OP-C Industrial CNC Controls & Servo Drives were offered as a Extra Cost Option, and R-Machines built with Fanuc's are still very Good Machines. But Almost All Machines were built using Strippit's Apple-MAC CNC Control because it was Cheaper, and Customer's didn't spend Money to Upgrade to Fanuc CNC Control. People Forgot that PC's change about 3 times a Years as PC Manufactures Upgrade with New Hardware & Software. Now, 20 to 30 Years later, when your MAC PC Fails, you can NOT just go out an buy a New PC because they will NOT Work. You need Exact Same MAC PC that Strippit used in Your Machine's Control. And PAC I/O Boards are No longer Available. And Motion Boards that Run X, Y, T Axis are No Longer available. Many of the Servo Drives & Servo Motors are No longer available. Strippit also Dabbled with another Home-Made CNC
Same Problems with them, only worse. Avoid ALL P.C. Controls!
It has become such a Big Problem (Strippit made Hundreds of R-Machines with MAC & Windows PC's) Strippit has come out with a Fanuc CNC Control Retrofit for these Machines. Strippit Replaces Old CNC with a New Fanuc Control, Fanuc Servo Drives, Fanuc Servo Motors on all Axis, New X & Y Ballscrews, New Workclamps, New Lube System, and Warranties Work for a Year, all for about $80,000. I have heard good things about this Retrofit, it is a Reasonable Price for that amount of Retrofitting, and I Recommend it if you are having Control Problems with your "PC" Control.
Strippit also got Very Cheap with these Machines in that Strippit used Simple Manual Grease-Lube System on Crankshaft & Pitman Bearings, instead of Great Pressure-Oil System that worked so well on Strippit's older Machines for Decades. Because Grease does Not Lubricate well on Hi-Speed Presses, Bearings Wear-Out, and so much Wear & Slop builds up that Pitman (Connecting Rod to Ram) Breaks, and Crankshaft Moves so much Hydraulic Clutch / Brake Unit Constantly Leaks Hydraulic Oil. I have put a Crow-Bar under Ram on some of these Machines and been able to Move Ram & Pitman Up & Down a Third of an Inch! Machines were built New with about .008" Bearing Clearance, Not .330"! If you have a R-Machine, Make Sure it's Lubed Regularly with a High Grade Synthetic Grease, like Mobilith SHC 220.
I recommend Fanuc Control R-Machines, if Mechanically-Sound,
and would Avoid ALL P.C.-Control & MAC-Control R-Machines!!!
For those of You that are Still Confused, Wherever I use "Avoid" on This Page,
"AVOID" Means "Don't Fucking Even Think About Buying it!" Got It?


630R
Basically Same Machine as a 1000R, but with Smaller 12 Station Turret,
and Smaller Tables 630mm Y-Axis x 1250mm X-Axis (24.8" x 49.2"). As is was not much Cheaper that the 1000R, and much less Versatile, what was the Point?
Not many 630R's were Sold, and this Model was Discontinued after about 3 years.
Most or all 630R Machines were made with Apple MAC (McIntosh) CNC Control that Strippit Developed for their R-Machines. A Fanuc OP-C CNC Control was offered as a Higher Cost Option, but few customer bought it.

630R
with Strippit
Apple-MAC
CNC Control
1000R
with Strippit
MAC CNC Control
1000/20
with Strippit
Windows 95 P.C.
(Personal Computer)
CNC Control
1000XP
with
Fanuc OP
CNC Control




1000S & 1000SXP
1000S had 39.37" (1000mm) Throat Y-Axis by 48" (1219mm) X-Axis, and was rated to Punch up to 1/4" Material within it's 33 ton limit.
1000SXP was just a 1000S with Bigger Servo Drives on X, Y, and T Axis so it would Move "Faster".

1000SX
1000SX was just a Crippled 1000S to Sell to a Lower Price-Point.
It had 33-Size Turret Machined to have only 24 Stations. Also Used Smaller Servo Drives on X, Y, and T Axis so it would Move "Slower". Press-Drive had 5 HP Motor instead of 7.5 HP, so it would Punch at Lower Hit-Rate.
As Machine Components all moved Slower, Machines were Very Reliable, and are Recommended!

1250S & 1250SXP &
1250S/30 & 1250SXP/30
1250S had 50" (1270mm) Throat
Y-Axis by 80" (2032mm) X-Axis, and rated to Punch up to 3/8" Material within 33 ton limit. This is Odd, as it is same Press-Drive as 1000S's Rated to 1/4" material.
1250SXP & 1250S/30 & 1250SXP/30 were just 1250S's, made in Different Years, with Bigger Servo Drives on X, Y, and T Axis so it would
Move & Punch "Faster".
The M-Series
Strippit came out with M-Series Machines in 1990, and are really just a Variant of the 1250S Machines. M's were Sold as "Heavy-Duty" Line of Strippit Machines.
This has always seemed odd, as All M's have Same 30-Metric Tonnage & 3/8" Maximum Material Thickness Rating as a 1250S. Frames were Thicker & Heavier than S-Series to Reduce Defection on Heavy Punching, with some versions weighing 41,000 lbs, as Strippit tried to Avoid making Bridge-Frame Machines like Amada.
This is Ironic, as Strippit Invented the Bridge-Frame Turret Machine back in 1967.
All M's had 50" (1250mm) Throat Y-Axis by 80" (2000mm) X-Axis.
Biggest change was M's had Bigger Turrets that could be Either "Strippit Thin-Turret" or "Amada Long-Tooling" Type. Oddly Again, Early 1990's Thin-Turrets M's had
42 Stations, 36 - 1 1/4" and 6 - 3 1/2", while later 1996 1250MXP/30 Machines had
40 Stations, 34 - 1 1/4" and 6 - 3 1/2", somehow Losing 2 stations!
Long-Tooling Machines had 42 Stations, 20 - 1/2", 12 - 1 1/4", 4 - 2", 4 - 3 1/2", and
1 - 4 1/2". Strippit also went "Back-To-The-Future" and used Bullet-Proof 1970 FC1250/45 Type Turret-Drive System to spin these Huge Turrets. Machines could be Optioned with a Laser to Cut up to 1/4" Material, or a Plasma to Cut up to 3/8" Material.
Two Types of Press Drives were used. The Tried & True Mechanical Press Drives of
S-Series, but using Larger 10 HP Press-Motor. Or Hydraulic Press Drive using a Huge Cylinder as Punch-Ram on MH Machines. I am NOT so sure of Hydraulic Types, but
M-Machines with Mechanical Press-Drives are Great Machines and are Recommended!


1250M & 1250MXP/30
1250M
built 1990 to about 1996.
1250MXP/30
Basically a 1250M built after 1996 with few or no changes.
You See, Strippit Marketing People like to Sit-Around and Dream-Up New-Names for their Machines rather than
Go Out and Sell Them.
1250MH & 1250H/30
1250MH built 1990 to about 1996, with Hydraulic
Press-drive that was Programmable.
Strippit had some Problems with their Early Types of Hydraulic Rams.
1250H/30 was just a 1250MH built after 1996 with few or no changes.
Do Your Research On Your Machine Purchase Before You Buy, Not After.
''Life's Tough, Pilgrim, and it's even Tougher if you're Stupid".



Foreign "Strippits"
In 1970's & 1980's, Strippit Co. Licensed Press & Shear Co. in England and Promocam Co. in France to Build Strippit Machines in those Countries. With minor exceptions like some Switches, Machines built by these 2 Companies were well-build, and were built Exactly like a "Strippit Machine" that was built by The Strippit Co. in Akron, NY.
Strippit also Licensed Mazak Co. in Japan. However, Mazak looked at Strippit Machine Building-Blueprints and Just used Prints for Ideas, As Mazak Did NOT Build Machines like Strippit! Mazak Designed and Built their Own "Mazak Strippit" Machines that had little in common with Official Strippit Designed & Built Machines. Strippit Co. & Machine Technologies Co. Do NOT Support "Mazak Strippit's" as we have NO Idea how they were build, and we have NO Prints, Schematics, Manuals, or Information on them.
Contact Mazak for this Information. As I believe Mazak has Discontinued All Support
on "Mazak Strippits" they built, These Machines are Orphans, and I Advise NOT Buying "Mazak Strippit" No matter how good a "Deal" you are offered!